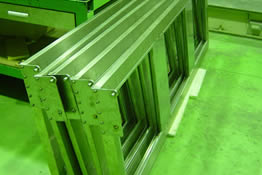
1. アングル・チャンネルを溶接して製作されたフレームです。基本の型となるので寸法・角度は正確に出します。

2. 骨組みに板厚1.5mmのステンレスを折り曲げて製作した外装を取り付けし、本体となります。本体の内側に断熱材を隙間なく敷き詰めます。その上からステンレスの板で内装を仕上げていきます。

3. ウッドシート貼りのステンレスパネルを取り付けします。パネルには無数の小さい穴が開いています。そこから均一に冷気が吹き出るように設計されています。

4. ステンレスの角パイプを溶接して扉の枠を製作します。開閉時に枠がねじれる事のないよう70mm×30mmの角パイプを使用しています。
5. 1枚の扉に3枚のガラス窓と木製の枠を取り付けできるように、部材を扉枠に溶接してあります。

6. 扉の開閉に必要なピボットヒンジを取付します。市販されているピボットヒンジではこの扉の厚みや重量に対応できない事や、開き角度ストッパ組み込みなので、当社で設計・製作しました。実際の重量を感じさせない、とてもスムーズな動きになりました。

7. ガラスの窓をシリコーンシーラントやパッキンを使用して固定します。特殊ペアガラスなので結露の心配はありません。

8. パネルに穴開けされた角穴のところに棚受金具を取り付け、ボトルラックを設置します。すべてのボトルラックにワインを陳列するとなんと800本もの収納力があります。

9. クーリングコイルを組み立てしています。これを本体の天井部に取り付けします。ここからセラー全体へと冷気が送り出されます。

10. このワインセラーは、ワインに振動を与えないようにコンプレッサは本体に組み込みせずに別置タイプにしました。性能試験のために工場では仮に配管・配線をしました。上下左右の温度や湿度、共に問題なく試験は完了しました。

11. 扉前面の木製化粧枠を取り付けたところです。木製の枠はワインセラー周辺の内装と統一されているため、現場での取り付けとなりました。

12. 最後に機械室にあるコンプレッサとの配管・配線工事をして、現場での試運転も十分に行いました。

13. 完成設置。